Cán dao tiện CNC và giá cả cán dao tiện CNC thông dụng
Ở bài viết này chúng ta sẽ cùng nhau tìm hiểu về Các loại cán dao tiện CNC và giá cả các loại cán dao tiện CNC thông dụng thường được sử dụng tại Việt Nam.
1. Cấu tạo cơ bản của dao tiện CNC

Hiện nay các nhà sản xuất đã chế tạo ra rất nhiều hình dạng dao tiện CNC để đáp ứng đầy đủ các nhu cầu tuy nhiên chúng đều gồm 2 bộ phận chính là phần thân (cán dao tiện) và phần lưỡi cắt (hay đầu dao hoặc chíp tiện, mảnh tiện).
Phần lưỡi cắt bao gồm:
Mặt trước: phoi sẽ thoát ra theo mặt này.
Mặt sau (hay mặt sát): gồm mặt sau chính (đối diện với bề mặt đang gia công của phôi) và mặt sau phụ (đối diện với bề mặt đã gia công của phôi).
Phần lưỡi cắt: thường sử dụng các mảnh dao tiêu chuẩn (hay insert) để tạo thành, gồm lưỡi cắt chính, lưỡi cắt phụ và mũi dao. Mũi dao có thể nhọn hoặc bán kính R.
Phần thân được thiết kế nhằm mục đích kẹp giữ dao trên ổ gá dao. Phần cán được phân thành nhiều loại khác nhau. Mỗi loại thực hiện những nhiệm vụ riêng biệt, có thể chia thành:
Dao tiện rãnh ngoài
Dao tiện rãnh lỗ
Dao tiện rãnh mặt đầu
Dao tiện cắt đứt
Dao tiện ren ngoài
Dao tiện ren lỗ
Dao tiện mặt đầu
Dao tiện vai
Dao tiện vát mép
Dao tiện móc lỗ
Dao tiện lỗ trong
Dao tiện lỗ nhỏ
Dao tiện lỗ kín
Dao tiện lỗ bậc
Dao tiện lỗ suốt
2. Các vật liệu chế tạo dao tiện CNC
Dao tiện CNC được tạo thành từ đa dạng các vật liệu khác nhau, phổ biến là thép hợp kim, thép cacbon, thép gió, kim loại gốm, hợp kim cứng… Dù là vật liệu nào để chế tạo dao tiện thì cũng cần phải đáp ứng được các yếu tố như có độ chịu nhiệt tốt, độ cứng cao, độ bền cao và có khả năng chống mài mòn tốt.
Để chọn các vật liệu làm dao tiện, nhà sản xuất thường lựa chọn theo tốc độ tiện. Nếu chỉ sử dụng cho tốc độ tiện thấp thì chỉ cần lựa chọn các vật liệu có độ cứng cao và độ bền mài mòn tốt. Nếu cần tốc độ tiện nhanh cần chọn lựa những vật liệu chế tạo dao tiện mang đến khả năng chịu nhiệt lớn cùng độ bền cao, độ cứng cao.
Các vật liệu thông dụng thường được các nhà sản xuất sử dụng hiện nay:
2.1. Thép hợp kim
Chứa 2 thành phần chính là sắt và carbon, còn các nguyên tố khác trong thép carbon dụng cụ là không đáng kể. Hàm lượng carbon trong thép càng cao thì càng làm tăng độ cứng, độ bền của công cụ nhưng lại khiến độ bền nhiệt bị kém đi.
Để đạt được độ cứng, độ bền nhiệt và độ bền mài mòn cần thiết cho các công cụ cắt gọt thì lượng C trong thép carbon dụng cụ không được thấp hơn 0,7% (thường từ 0,7 – 1,3%) và lượng P, S thấp (P< 0,035%, S < 0,025%).
Thép carbon dụng cụ có ưu điểm là độ cứng, độ bền mài mòn khá cao nhưng hạn chế là độ bền nhiệt thấp, khi đến nhiệt độ 200 – 250oC thì đô cứng của công cụ cắt sẽ bị giảm xuống rất nhanh.
Cũng chính vì thế, ngày nay thép carbon dụng cụ không còn được sử dụng nhiều để chế tạo các công cụ cắt gọt mà chủ yếu chỉ dùng cho các dụng cụ cắt có vận tốc thấp (tối đa 10 – 12 m/phút) như dao bào, xọc, dụng cụ cắt gỗ hay các dụng cụ gia công bằng tay như lưỡi cưa tay, mũi khoan, giũa…
2.2. Thép hợp kim cứng
Đây là loại vật liệu chế tạo dụng cụ cắt gọt có tính cứng nóng rất cao, có thể chịu được nhiệt độ hơn 800 oC và có thể đạt tốc độ cắt lên đến hàng trăm m/phút. Hợp kim cứng được cấu thành từ hợp chất của carbon và các kim loại như vonfram, titan, tantan, và chất kết dính là coban. Có hai loại hợp kim cứng được dùng phổ biến là:
Hợp kim Vonfram –Coban (thường được ký hiệu là BK*): nhóm này được dùng chế tạo các công cụ cắt gọt gia công các vật liệu giòn như gang, đồng thau, thép tôi, chất dẻo. Tốc độ cắt có thể đạt 200 m/phút.
Hợp kim Titan – Vonfram – Coban (thường được ký hiệu là T* K*): nhóm này dùng cho các công cụ cắt gia công các vật liệu dẻo như thép, đồng đỏ. Tốc độ cắt có thể đạt 350 m/phút.
Hiện nay, người ta cũng sử dụng loại hợp kim ba cacbit ( Cacbit Volfram, Cacbit Titan và Cacbit Tantan – ký hiệu là TTK) để chế tạo các dụng cụ cắt gọt, loại này có độ bền cao hơn lợi TK 1,5-2 lần.
Hợp kim cứng được dùng phổ biến để chế tạo các mảnh chip tiện/phay theo những tiêu chuẩn hình dạng, kích thước khác nhau. Để tăng độ bền của mảnh chip, chúng sẽ được mạ lên trên bề mặt một lớp mỏng lớp phủ đặc trưng của mỗi hãng sản xuất. Tốc độ cắt lúc này có thể đạt đến 800 m/phút hoặc hơn.
2.3. Hợp kim khoáng gốm (hợp kim Ceramic)
Loại hợp kim này được chế tạo từ oxid nhôm (Al2O3) – Corundum bằng cách nghiền nhỏ rồi ép và thiêu kết. Được sử dụng chủ yếu để chế tạo thành các mảnh cắt giống như hợp kim cứng. Hợp kim khoáng gốm có ưu điểm là độ bền nhiệt và độ chống mòn cao hơn hợp kim cứng, nhưng lại có độ giòn cao và độ bền cơ học thấp hơn hợp kim cứng.
2.4. Kim cương nhân tạo
Kim cương nhân tạo có thể được chế tạo ở dạng bột hoặc dạng tinh thể, chúng có các tính chất vật lý tương tự như kim cương tinh khiết trong tự nhiên. Có hai phương pháp tạo kim cương nhân tạo chính là phương pháp cao áp cao nhiệt HPHT (sử dụng nhiệt độ và áp suất cực cao nhằm tái tạo môi trường giống như môi trường tạo kim cương trong lòng đất), và phương pháp bốc hơi lắng tụ hóa học CVD (sử dụng sự bốc hơi hóa học của hợp chất khí Carbon dưới tác động của tia nhiệt plasma tạo ra sự phân chia phân tử khí cho đến khi chỉ còn lại nguyên tử carbon lắng tụ và phát triển trên mầm kim cương sẵn có).
Được ứng dụng ngày càng nhiều hơn trong các dụng cụ cắt gọt, chẳng hạn như mũi mài kim cương, đá cắt kim cương, dao cắt kim cương, mảnh dao tiện ngoài mũi kim cương,… kim cương nhân tạo có ưu điểm là góc cắt đẹp, cải thiện bề mặt gia công, cũng như giá thành tương đối hợp lý. Chúng cũng được dùng làm lớp phủ trên các công cụ cắt gọt như chip tiện, mũi khoan, doa… Các dao kim cương nhân tạo chủ yếu dùng trong gia công tinh kim loại màu, hợp kim và vật liệu phi kim loại.
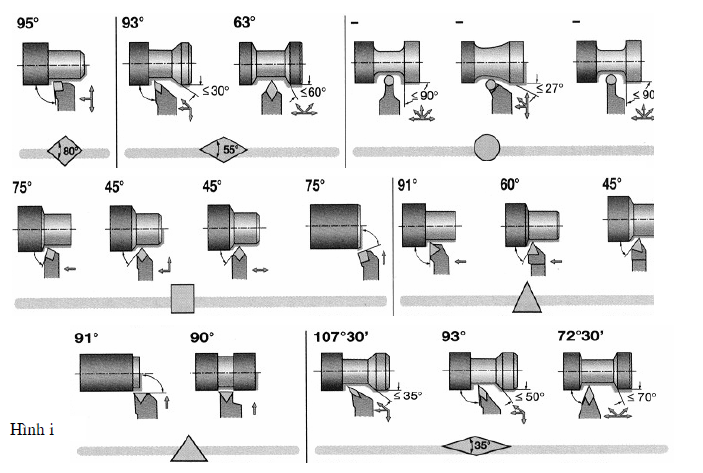
3. Các loại cán dao tiện CNC và chức năng của chúng

các loại cán dao tiện
Có rất nhiều loại cán dao tiện CNC hiện nay trên thị trường. Tuy nhiên, dựa theo chức năng của chúng hầu hết các nhà sản xuất đều phân loại chúng như sau:
3.1. Dao tiện ngoài
Dao tiện ngoài là loại dao tiện chủ yếu dùng để gia công các chi tiết phía bên ngoài của vật cần gia công. Dao tiện ngoài đa số được sử dụng để tiện trụ ngoài hay tiện khỏa mặt. Có hai loại chính gồm dao tiện ngoài đầu thẳng và đầu cong.
3.2. Dao tiện trong (tiện lỗ)
Dao tiện trong được chia thành 2 loại chính là dao tiện lỗ suốt (lỗ thông) và dao tiện lỗ bậc (lỗ không thông). Loại dao tiện CNC này thường được chế tạo bằng thép hợp kim cứng (carbide) hoặc thép gió (HSS) có khả năng chịu nhiệt cao.
3.3. Dao tiện ren
Khác với mũi taro, dao tiện ren có cấu tạo giống như dao tiện thông thường nhưng lưỡi cắt có hình dáng ren. Bên cạnh ưu thế về tuổi thọ gia công vượt trội so với taro, dao tiện ren có giá khá cao. Một trong những cách để tạo ren là sử dụng dao tiện ren trên các máy tiện CNC. Dao tiện ren bao gồm dao tiện ren trong, dao tiện ren ngoài, dao tiện ren trái và dao tiện ren phải. Hiện nay các dòng dao tiện ren tốt nhất trên thị trường có thể kể đến Kyocera
3.4. Dao tiện rãnh và cắt đứt
Loại dao này được sử dụng để tạo rãnh trên các chi tiết trụ tròn hoặc để cắt đứt những phần không cần thiết khỏi thanh vật liệu. Ngoài dao tiện rãnh và cắt đứt, còn có loại dao tiện rãnh lỗ và dao tiện rãnh mặt đầu.
3.5. Dao tiện vai
Dao tiện vai chuyên sử dụng để tiện vai trụ bậc hay trụ vai có đường kính nhỏ. Dao tiện vai được thiết kế với góc φ = 90°. Gồm dao tiện vai trái, dao tiện vai phải.
3.6. Dao xén mặt đầu
Gồm dao xén mặt đầu thẳng và dao xén mặt đầu cong, thường được chế tạo bằng thép hợp kim cứng (carbide) và thép gió (HSS). Loại dao này có thể chế tạo với góc φ = 90°.
3.7. Dao tiện doa lỗ
Được thiết kế đặc biệt để doa lỗ với độ ổn định cao, chống rung động cực tốt để đảm bảo độ chính xác dung sai của lỗ cũng như đạt được độ bóng đẹp của bề mặt gia công.
3.8. Dao tiện định hình
Dao tiện định hình được sử dụng để gia công những chi tiết định hình trong sản xuất hàng loạt, hàng khối. Dao tiện định hình có thể chia thành nhiều loại như sau:
Theo kết cấu có dao hình tròn và dao hình lăng trụ.
Theo cách gá của dao với phôi có dao định hình hướng kính và dao định hình tiếp tuyến.
Theo vị trí trục dao và trục của phôi có dao gá thẳng và dao gá nghiêng.
Ngoài phân loại theo chức năng, người ta có thể phân theo mức độ hoàn thiện gia công: Tiện tinh, tiện thô hoặc theo hướng tiện như: Tiện trái, tiện phải. Tuy nhiên để người bán hàng báo giá và bán cho bạn chính xác nhu cầu gia công thì bạn nên mô tả chính xác chức năng gia công của dao tiện.
4. Giá cả cán dao tiện CNC thông dụng
Như phía trên mình đã đề cập, để người bán có thể báo giá cả cán dao tiện CNC chính xác, chúng ta cần phải xác định được các yếu tố sau:
Nhu cầu gia công, kích thước đầu kẹp, chiều dài gia công,... ==> Xác định loại dao tiện CNC và thông số dao tiện phù hợp.
CÔNG TY TNHH THƯƠNG MẠI VÀ DỊCH VỤ KỸ THUẬT T&B VIỆT NAM là đại lý Thương hiệu Kyocera tại thị trường Việt Nam , chúng tôi cam kết mang đến cho khách hàng những giải pháp tối ưu, sản phẩm chất lượng, giá cả cạnh tranh và thời gian giao hàng nhanh nhất.
CÔNG TY TNHH THƯƠNG MẠI VÀ DỊCH VỤ KỸ THUẬT T&B VIỆT NAM
Website: https://tb-tool.com.vn/
Youtube : https://www.youtube.com/channel/UCYpwsnWu6BqxoR8n--q9gVg
Fanpage : https://www.facebook.com/tbvn.com.vn/
Hot line : 0934.666.395
Email : binh@tbvn.com.vn
Địa Chỉ Văn Phòng : C14-CT2 Tòa Bắc Hà, Phố Tố Hữu, Quận Nam Từ Liêm, Hà Nội







