Làm thế nào để tăng hiệu suất gia công khi tiện? Kỹ thuật tiện ren chính xác và phổ biến nhất hiện nay là gì chắc hẳn là câu hỏi được nhiều người quan tâm khi mới bắt đầu thực hiện gia công trên máy CNC.
1. Tiện ren là gì?
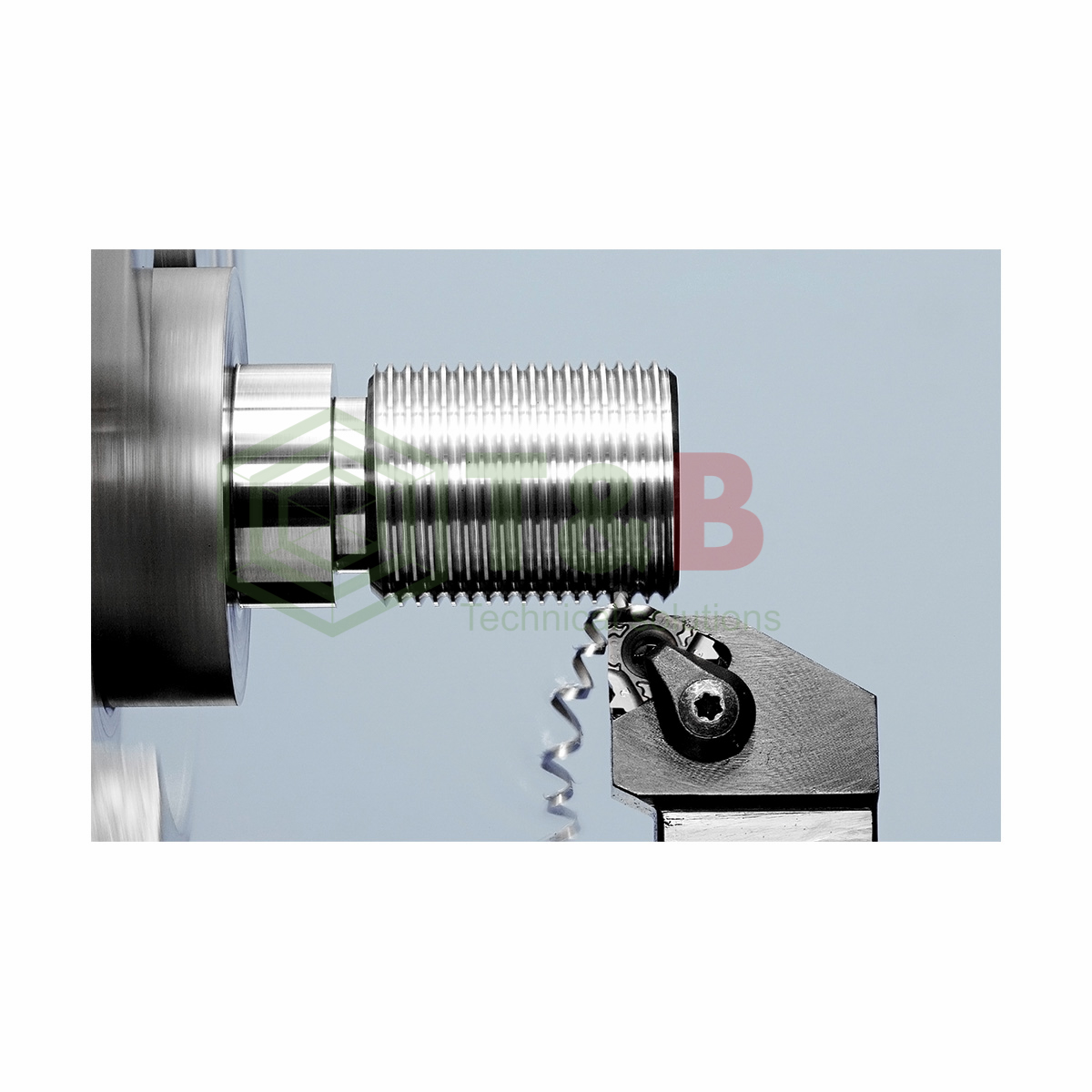
Tiện ren là quá trình hoàn thiện một chi tiết ren. Được thực hiện nhờ chuyển động chính thông thường do phôi quay tròn tạo thành chuyển động cắt kết hợp với chuyển động tiến dao. Quá trình này đòi hỏi yêu cầu cao về độ tỉ mỉ để đảm bảo ren được tiện ra hoàn chỉnh và có độ khớp nối chính xác cao.
dao tiện ren
Tiện ren là gì?
2. Các phương pháp tiện ren phổ biến hiện nay
Tiện ren là một trong những hình thức tiện CNC được sử dụng phổ biến. Bao gồm các phương pháp tiện sau:
2.1. Phương pháp lấn dao khi tiện ren
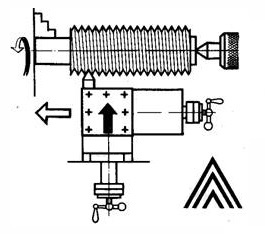
Lấn dao ngang
Thực hiện lấn dao sau mỗi lượt cắt bằng tay quay của bàn dao ngang. Đây là phương pháp thường dùng để cắt ren tam giác có bước nhỏ.
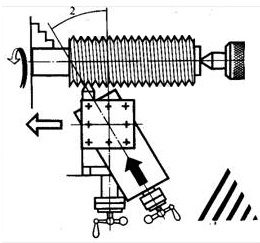
Lấn dao theo sườn ren
Thực hiện lấn dao sau mỗi lượt cắt bằng cách quay tay quay của ổ dao trên đã được xoay một góc bằng nửa góc đỉnh ren. Đây là phương pháp dùng để tiện ren có bước trung bình.
Lấn dao kết hợp
Thực hiện lấn dao (dao ngang và dao dọc) sau mỗi lượt cắt bằng cách luân phiên quay tay quay của bàn dao ngang và ổ dao trên. Đây là phương pháp thường dùng để cắt ren có bước lớn hoặc ren có biên dạng đặc biệt.
Phương pháp lấn dao khi tiện ren
2.2. Phương pháp lùi dao khi tiện ren
Để đảm bảo chiều sâu của ren, sau mỗi lượt tiện phải thực hiện lùi dao về để cắt lượt kế tiếp. Có hai phương pháp lùi dao khi gia công tiện ren:
Lùi dao bằng cách thả đai ốc hai nửa và quay bàn dao dọc trở về
Phương pháp này được thực hiện khi quan hệ giữa bước ren gia công và bước ren của trục vít me trên máy là bội số hoặc ước số. Chú ý khi lùi dao ra hướng ngang trước khi lùi dao ra hướng dọc.
Lùi dao bằng cách đảo chiều quay của động cơ
Ngược lại với phương pháp tiện bằng cách lùi dao thả đai ốc hai nửa và quay bàn dao dọc trở về.
Bước ren gia công không là ước số hay bội số của bước ren trục vít me của máy. Chú ý khi thực hiện phương pháp lùi dao này phải canh thời điểm tắt động cơ cho hợp lý để dao không lấn vào các phần khác của chi tiết. Đồng thời phải lùi dao theo phương ngang.
2.3. Cắt, tiện ren nhiều đầu mối
Ren nhiều đầu mối gồm nhiều đường ren triển khai trên các đường xoắn ốc cách đều nhau. Người ta thường dùng ren nhiều đầu mối khi yêu cầu số ren cần tháo xiết nhanh và tham gia trong các mối ghép lớn. Lúc này ta có bước xoắn bằng k lần bước ren (k là số đầu mối).
Về cơ bản, tiện ren nhiều đầu mối cũng giống như tiện một đầu mối như trên, cắt tuần tự từng đường ren, các đường ren giống nhau và cách đều nhau. Để cắt ren nhiều đầu mối có những cách sau:
Phân độ bằng cách dịch chuyển dao trục
Phương pháp này dùng trong tiện ren hoặc gia công chi tiết đơn lẻ. Tuần tự cắt từng đường ren sau mỗi lần dịch chuyển dao dọc trục một lượng bằng bước ren nhờ vào tay quay ổ dao trên.
Dao ren gá thẳng. Tiện một đường ren tương tự khi cắt ren một đầu mối có bước xoắn.
Quay tay quay ở ổ dao trên để dao dịch chuyển dọc trục một đoạn ren cần tiện.
Thực hiện cắt đường ren thứ hai tương tự như đường ren thứ nhất.
Thực hiện lặp đi lặp lại chu trình trên đến đường ren cuối cùng.
Phân độ bằng cách xoay vị trí ăn khớp của bánh răng thay thế
Trong gia công tiện ren chi tiết đơn lẻ, phương pháp này có độ chính xác khá cao. Tuần tự cắt từng đường ren sau mỗi lần xoay chi tiết một góc bằng cách thay đổi vị trí ăn khớp của bộ bánh răng thay thế.
Bước đầu tương tự phương pháp phân độ bằng cách dịch chuyển dao trục. Dao ren gá thẳng. Tiện một đường ren tương tự khi cắt ren một đầu mối có bước xoắn.
Đánh dấu vị trí ăn khớp của bánh răng thay thế. Tháo mốt bánh răng có số răng là bội số của số đầu mối và xoay một góc, lắp lại cho hai bánh răng sao cho ăn khớp với nhau.
Tiếp tục cắt đường ren tiếp theo.
Thực hiện lặp đi lặp lại chu trình trên đến đường ren có đầu mối cuối cùng.
Phân độ bằng dụng cụ phân độ riêng biệt
Là phương pháp gia công tiện ren có độ chính xác cao, thường dùng trong chế tạo hàng loạt. Cắt lần lượt từng đường ren sau mỗi lần xoay chi tiết một góc nhờ vào một đĩa chia độ gá trên trục chính.
Tương tự các phương pháp trên. Dao ren gá thẳng.
Trên bộ phận chi tiết của đĩa chia độ kẹp chi tiết gá
Tiện một đường ren tương tự khi cắt ren một đầu mối có bước xoắn.
Nới lỏng kẹp của đĩa chia độ và xoay bộ phận kẹp phôi một góc dựa theo số ổ có trên đĩa chia.
Thực hiện kẹp chặt chi tiết lại
Tiếp tục cắt đường ren tiếp theo.
Thực hiện lặp đi lặp lại chu trình trên đến đường ren có đầu mối cuối cùng.
3. Tiện ren sử dụng loại dao nào?
Trong phương pháp tiện ren thường sử dụng các loại dao tiện ren
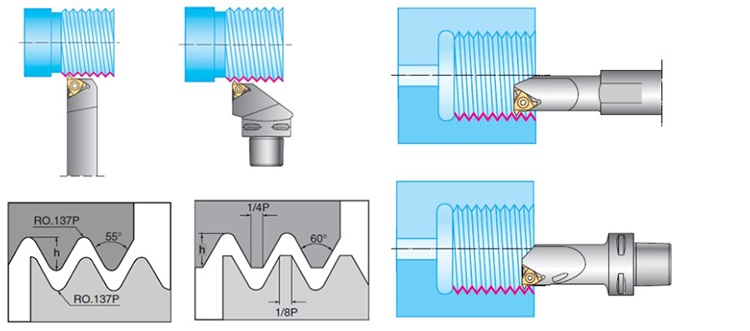
Dao tiện ren là một trong các loại dao tiện CNC là loại dụng cụ quan trọng đảm bảo độ tỉ mỉ và chính xác của ren thế nên cần lựa chọn thật kỹ vật liệu dao. Thông thường dao được làm bằng hợp kim hoặc thép gió.
Góc giữa các lưỡi cắt (góc mũi dao) phải phù hợp với góc đỉnh ren bằng 60 đối với ren hệ mét và bằng 55 đối với ren hệ Anh (inch). Nhưng thực tế trong quá trình gia công, dao có thể mở rộng góc rãnh ren nên mũi dao có thể mài nhỏ đi với lý thuyết. Cụ thể:
Dao thép gió thì mài góc mũi dao nhỏ đi khoảng 10 – 20’.
Dao hợp kim thì mài góc mũi dao nhỏ đi khoảng 20 – 30’.
Các góc trước dao tiện ren bằng không, góc sau cả hai bên bằng 3-5 độ. Thông thường khi cắt ren có bước xoắn lớn, người ta sẽ mài góc tiến dao lớn hơn một lượng bằng góc nâng của ren.
Ngoài ra, để tăng năng suất cắt thì trong thực tế người ta có thể dùng dao cắt ren răng lược, dao răng lược có thể là dao lăng trụ hoặc dao đĩa.
4. Cách chọn dao tiện ren phù hợp
Để chọn được loại dao tiện ren phù hợp, trước hết phải nắm rõ:
Kích thước, độ dài, dung sai, bản vẽ chi tiết cần tiện.
Thông số cơ bản của máy tiện như công suất máy, tốc độ quay của trục chính, kích thước cán dao ngoài,…
Tiện trong hay tiện ngoài, tiện thô hay tiện tinh
Chú ý nhóm vật liệu cần tiền
Nhằm biết rõ nhu cầu, mục đích sử dụng và chọn được loại dao phù hợp, mang lại năng suất cao hơn.
Chú ý cán dao
Cần chú ý đến kích thước và kiểu cán dao tiện ren. Thông thường nếu góc dao lớn thì khi tiện khá nhanh chóng và dễ dàng. Nhưng để phục vụ tốt cho công việc, tăng tính thẩm mỹ và đảm bảo chất lượng, các chuyên gia khuyên chọn các loại cán dao có góc nhỏ.
Chế độ cắt
Chọn dao tiện phải phù hợp với nhu cầu cắt gọt, thế nên cần chú ý đến hai vấn đề quan trọng nhất: vật liệu chi tiết và công đoạn tiện.
Chọn lượng ăn dao
Độ ăn dao Fn càng lớn thì càng tốt, đảm bảo mang lại năng suất cao trong quá trình tiện ren. Nhưng người mua phải đảm bảo biết chính xác thông số của máy, những vấn đề về công suất, độ cứng,… thì mới chọn được loại dao có lượng chạy dao phù hợp với máy tiện.
CÔNG TY TNHH THƯƠNG MẠI VÀ DỊCH VỤ KỸ THUẬT T&B VIỆT NAM là nhà phân phối chính thức của Dụng cụ cắt KYOCERA tại Việt Nam , chúng tôi cam kết mang đến cho khách hàng những giải pháp tối ưu, sản phẩm chất lượng, giá cả cạnh tranh và thời gian giao hàng nhanh nhất.
CÔNG TY TNHH THƯƠNG MẠI VÀ DỊCH VỤ KỸ THUẬT T&B VIỆT NAM
Website: https://tb-tool.com.vn/
Youtube : https://www.youtube.com/channel/UCYpwsnWu6BqxoR8n--q9gVg
Fanpage : https://www.facebook.com/tbvn.com.vn/
Hot line : 0934.666.395
Email : binh@tbvn.com.vn
Địa Chỉ Văn Phòng : C14-CT2 -Tòa Bắc Hà, Phố Tố Hữu, Quận Nam Từ Liêm, Hà Nội







